

中國粉體網訊 高速切削是利用數控機床進行金屬加工的一種方式,進給速率可以達到傳統切削加工的5-10倍,能夠節約30%左右的時間,可以實現對于薄壁零件的有效加工,而且較高的表面精度避免了后續精磨作業。高速切削加工中,切削的速度甚至會超過熱傳導速度,這也使得大部分產生的熱量停留在切屑上,避免了工件的受熱翹曲問題。
高速切削加工(來源:徐嘉琦等,《高速切削加工中的刀具材料要求及選用》)
刀具是切削加工中最為重要的工具,在很大程度上影響著加工技術的發展。刀具材料的性能指標會對其加工性能、加工能力和加工質量產生直接作用。從目前來看,高速切削加工中使用的刀具材料類型眾多,包括高速鋼、陶瓷、硬質合金等
20世紀初期,陶瓷刀具首次被試作切削工具,至今已有一個多世紀的歷史了。但直到20世紀70年代中期,氮化硅陶瓷刀具才得以出現,并彌補了陶瓷刀具在高速切削領域的空白。
清華大學研發的氮化硅基陶瓷刀具是較早實現成果轉化和產業化的結構陶瓷產品之一,這種采用Si3N4與TiC復合的陶瓷刀具在機械行業得到許多應用;此外,研發了SiC晶須強韌化的Si3N4陶瓷刀具及燃氣輪機用陶瓷葉片等結構件。
氮化硅陶瓷刀具種類
當前使用的氮化硅陶瓷刀具主要包括以下3種:
(1)單一氮化硅陶瓷刀具
即自增韌氮化硅陶瓷刀具。通常以α-Si3N4粉體為原料在高溫下發生相變成為具有一定長徑比的長棒狀β-Si3N4晶粒,由等軸狀與長棒狀晶粒相互交錯堆積形成雙峰分布的顯微結構,利用雙峰結構中裂紋擴展時的沿晶偏轉、橋聯等機制使材料獲得較好的抗機械沖擊性能。自增韌氮化硅陶瓷刀具的顯微結構中長棒狀β-Si3N4晶粒必須具備足夠大的尺寸才能顯著改善刀具材料的斷裂韌性。
(2)氮化硅復合陶瓷刀具
這種陶瓷刀具在性能上優于熱壓氮化硅陶瓷。通過將諸如Al2O3、TiN、TiC或MgO的成分添加到氮化硅基體中,可以采用冷壓燒結來降低制造成本。塞隆(SiAlON)陶瓷刀具以氮化硅為硬度相,氧化鋁為耐磨相,并在1800℃下熱壓,具有單相結構。其抗氧化性、化學穩定性、抗蠕變性和耐磨性高于單一氮化硅陶瓷刀具,并且易于制造和燒結,是陶瓷刀具的未來發展方向。Sandvik和Kennametal等國外知名刀具公司已經實現了SiAlON陶瓷刀具的商業化生產。

SiAlON陶瓷刀具(來源:Sandvik)
(3)氮化硅陶瓷涂層刀具
近年來通過CVD或PVD技術在氮化硅陶瓷刀具基體上粘接一種或多種具有耐磨性更好的材料使得氮化硅陶瓷刀具的耐磨性和高溫抗氧化性得到提高,從而提高其切削性能。目前涂層材料有TiN、TiAlN、CrAlN等。
氮化硅陶瓷刀具的優勢
(1)高硬度
氮化硅陶瓷刀片的室溫硬度值已超過了最好的硬質合金刀片的硬度而達到92.5HRA~94HRA,這大大提高了它的切削能力和耐磨性,它可以加工硬度高達65HRC的各類淬硬鋼和硬化鑄鐵。其優良的耐磨性,不僅延長了刀具的切削壽命,而且還減少了加工中的換刀次數,從而保證切削工件時的小錐度和高精度,尤其在用數控機床進行高精密連續加工時,可減少對刀誤差和因磨損引起的不可預測的誤差,簡化刀具誤差補償。
(2)高強度
目前氮化硅陶瓷刀片的抗彎強度已達到750MPa~1000MPa,超過了高速鋼,與普通硬質合金相當。
(3)抗高溫氧化性好
氮化硅陶瓷刀片的耐熱性和抗高溫氧化性特別好,即使在1200℃~1450℃的高溫時仍能保持一定的硬度和強度進行長時間切削,因此,允許其采用遠遠高于硬質合金刀具的切削速度實現高速切削。其切削速度比硬質合金刀具提高3倍~10倍,因而能大幅度提高生產效率。
(4)抗熱震性強
陶瓷材料的抗熱震性是指其在承受急劇溫度變化時,評價其抗破損能力的重要指標。氮化硅陶瓷刀片的抗熱震性能指標明顯優于其它陶瓷刀片,因而在高強度斷續零件的毛坯加工方面,顯示出獨特的優越性能。
目前,氮化硅陶瓷材料以其穩定的高溫性、優異的耐磨性和較高的化學穩定性成為最有應用前景的刀具材料之一。而且材料本身與金屬的親和力弱,即便是在熔融狀態下,也不會與金屬發生反應,高速切削加工環節基本不會出現磨損、氧化、粘結等問題。

氮化硅陶瓷刀具(來源:京瓷株式會社)
氮化硅陶瓷刀具研究現狀
氮化硅陶瓷刀具的制備過程往往通過添加合適的燒結助劑或者第二相,從而優化刀具的力學性能和切削性能,滿足刀具加工時的極端環境需求。蔣強國等研究了熱處理工藝對Si3N4–MgO–Lu2O3–Re2O3(Re=La,Sm,Gd,Er)陶瓷刀具的摩擦磨損性能及切削性能的影響。結果表明:隨Re3+半徑的增加氮化硅陶瓷摩擦系數降低,但磨損表面粘附層增加,經過熱處理工藝后產生的結晶相Lu4Si2N2O7可大幅度提高刀具的切削壽命。
在氮化硅陶瓷刀具材料中引入TiC、TiN、TiCN、SiC等本征硬度較高的第二相,可以顯著改善能氮化硅陶瓷刀具的性能,尤其提高氮化硅陶瓷刀具的硬度及耐磨性,其斷裂韌性也由于引入第二相出現晶界釘扎而得到保證。王輝以TiC晶須/晶粒為增韌補強相,成功制備了力學性能良好的氮化硅基陶瓷刀具材料,其抗彎強度高達743.9MPa,斷裂韌性高達7.9MPa·m1/2。
近年來,CVD和PVD工藝逐漸應用在氮化硅陶瓷刀具方面,并提升了氮化硅陶瓷刀具的性能。阮銘業等采用物理氣相沉積工藝分別在氮化硅刀具表面沉積TiAlN涂層和CrAlN涂層,對涂層陶瓷刀具的磨損機理進行了系統研究,探討不同切削參數下刀具的磨損情況。結果表明,涂層能有效提高刀具的使用壽命。TiAlN涂層在切削速度為250m/min、300m/min、350m/min、400m/min、450m/min時較無涂層刀具分別提高了45.72%、39.07%、82.15%、114.89%和119.10%的切削壽命;而CrAlN涂層能在切削速度為250m/min、300m/min、350m/min、400m/min時較無涂層刀具分別提高78.99%、80.77%、102.19%和119.15%的切削壽命。
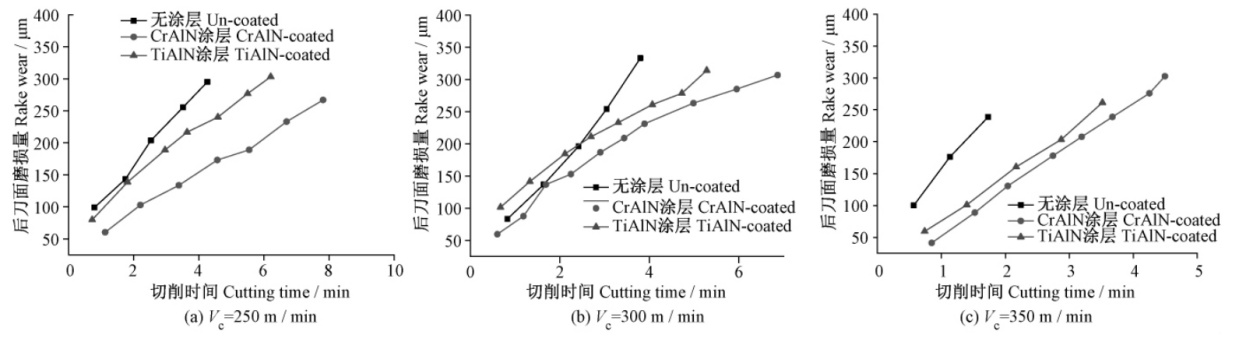
實驗刀具不同切削速度下的磨損曲線(來源:阮銘業等,《氮硅涂層陶瓷刀具切削鑄鐵磨損機理研究》)
參考資料:
1、徐嘉琦等,《高速切削加工中的刀具材料要求及選用》
2、阮銘業等,《氮硅涂層陶瓷刀具切削鑄鐵磨損機理研究》
3、王輝,《高性能Si3N4基陶瓷刀具材料及性能研究》
4、張陽,《氮化硅刀具車削灰鑄鐵的有限元仿真分析及實驗驗證》
5、洪東波等,《SiAlON陶瓷刀具材料及其制備技術研究進展》
6、魏萬鑫,《基于物相和顯微結構調控的Si3N4陶瓷刀具的制備與性能研究》
(中國粉體網編輯整理/長安)
注:圖片非商業用途,存在侵權告知刪除!















