中國粉體網訊 軸承是一切旋轉機械的靈魂,被稱為機械工業的“芯片”。其主要功能是支撐機械旋轉體,降低其運動時的摩擦系數,并保證其回轉精度。
氮化硅材料俗稱“陶瓷王”,其密度大約為軸承鋼的42%,彈性模量高達320GPa,抗拉強度1600MPa,抗壓強度高達3600MPa,900℃以下力學性質幾乎不變,是滾動軸承滾動體的理想材料之一。

氮化硅全陶瓷球軸承(圖片來源:讓云科技)
氮化硅陶瓷球軸承是目前世界上研究最熱門、性能最優異、應用最廣泛的高端陶瓷軸承,其幾乎就是陶瓷軸承的代名詞。
氮化硅陶瓷球軸承優勢
氮化硅陶瓷球軸承相較于傳統的鋼制軸承,其具體優點有:
高速運轉性能。軸承在使用過程中,隨著轉速的升高,軸承運轉產生的離心力大幅度升高,致使軸承套圈與內部滾子間的滑動摩擦力增大,導致軸承發生打滑現象,最終導致軸承的使用壽命縮短。由于陶瓷球軸承的密度低,轉動過程中內部陶瓷球受到的離心力大幅度降低,進而由于離心力引起的打滑現象也大為減少,從而起到了提高軸承壽命的作用。
較好的摩擦性能。在溫度較高的工作環境中,哪怕潤滑失效,陶瓷軸承的摩擦系數小,潤滑失效后的溫度升高緩慢,體積膨脹更小,不易使軸承卡死,延長軸承的使用壽命。
高溫性能。在溫度較高時,陶瓷球軸承相比鋼制軸承而言,高溫下強度不會有大幅度的降低,具有良好的高溫性能。
化學穩定性能。相較于傳統的軸承鋼,氮化硅陶瓷材料,在常見的強酸強堿環境中的化學穩定性能優異,很難被硫酸、鹽酸等強酸及氫氧化鈉等強堿腐蝕。此外,與鋼制軸承相比,陶瓷軸承不具有導電性與磁性,所以在強磁環境下,使用陶瓷軸承也更加安全。
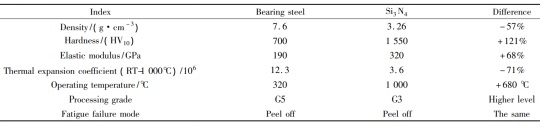
氮化硅陶瓷與軸承鋼的性能對比
(圖片來源:陳波等,《氮化硅陶瓷在四大領域的研究及應用進展》)
氮化硅陶瓷球軸承套圈加工
氮化硅陶瓷球軸承類型的劃分,可以根據軸承套圈與內部的滾子所用的材料是否相同分為全陶瓷軸承與混合型陶瓷軸承。全陶瓷軸承的所有部件均使用氮化硅陶瓷材料制造;混合型陶瓷軸承,一般情況下,軸承套圈使用軸承鋼,使用氮化硅陶瓷球作為內部滾子。
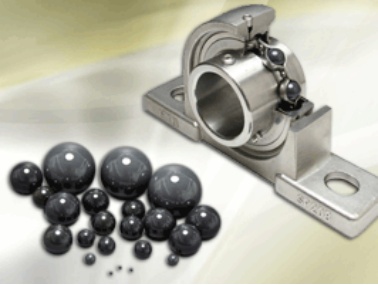
混合型氮化硅陶瓷球軸承
(圖片來源:上海宇部化工科技有限公司)
軸承在工作過程中由于交變應力產生的接觸疲勞失效以及工作表面不斷磨損產生的磨損失效是軸承失效的主要形式,而這些失效大多發生在軸承套圈溝道工作表面上。
對于陶瓷軸承套圈溝道來說,在一般的工藝條件下,對套圈毛坯件端面進行粗磨和精磨加工,然后對套圈的內外圓進行加工,最后加工溝道。溝道進行粗磨和精磨加工之后,在溝道表面有很多因磨削加工時產生脆性斷裂去除而留下的溝壑、突起、劃痕和表層裂紋等缺陷,因此還需要進行超精加工,以達到改善溝道表面質量的目的。
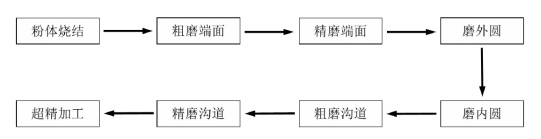
陶瓷軸承套圈加工制造流程
(圖片來源:陳文征,《基于油石損耗特性的氮化硅陶瓷軸承超精工藝優化》)
超精加工是一種使用金剛石油石或CBN油石對溝道表面進行磨削的加工方式,目前主要是切入式超精加工。
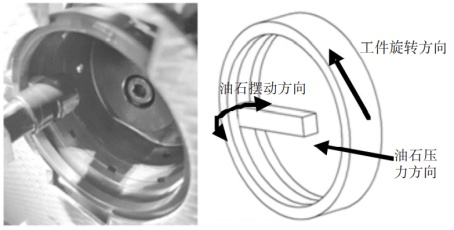
陶瓷軸承套圈溝道超精加工原理示意圖
(圖片來源:張珂等,《氮化硅全陶瓷球軸承溝道超精加工仿真與試驗研究》)
氮化硅陶瓷球的制備
氮化硅陶瓷球是氮化硅陶瓷球軸承的關鍵部分,氮化硅陶瓷球的制造過程可以分為四個階段:
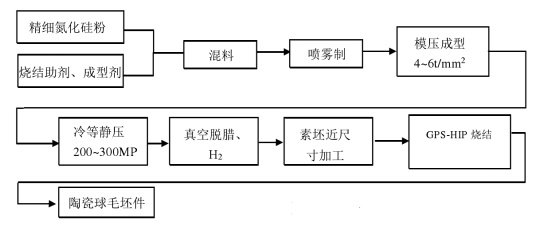
氮化硅陶瓷球的制備流程
(圖片來源:沙勇,《HF對Si3N4陶瓷球研磨去除機制影響研究》)
第一階段為混料。在氮化硅粉末制備之后,需要進行混料以提高成型效率。氮化硅具有微弱的水解特性,水解會一定程度上影響制備出來的氮化硅材料,所以一般會選用無水乙醇作為分散介質,此外還需要加入成型劑、分散劑、燒結助劑等。目前常用的燒結助劑有Al2O3、MgO、ZrO2、SiO2、RE2O3(RE=La、Nd、Gd、Y、Yb、Sc)等。

不同燒結助劑下的氮化硅陶瓷球
(圖片來源:魏萬鑫等,《氮化硅陶瓷球與軸承鋼的微動摩擦磨損特性與損傷行為研究》)
第二階段為氮化硅陶瓷球的成型。陶瓷常用的成型方法有注漿成型、冷等靜壓成型、干壓成型及注塑成型等。由于成型模具的原因,導致所得的毛坯球并不是規整的圓球,因此在成型之后和未燒結之前需要進行修形,常用的修形方式有:手修、砂輪修形、砂帶修形等。
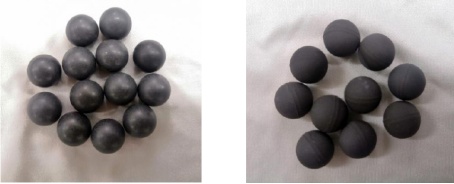
修形與未修形陶瓷毛坯球對比圖
(圖片來源:沙勇,《HF對Si3N4陶瓷球研磨去除機制影響研究》)
第三階段為氮化硅陶瓷球燒結。由于氮化硅在1700℃以后開始發生分解,國內一般采用氣壓燒結(GPS),將修形后的氮化硅陶瓷毛坯球體,在高溫(1700-2000℃)的同時通入高壓氮氣(1-10MPa)來抑制氮化硅的分解。國外高性能氮化硅陶瓷球一般采用熱等靜壓(HIP)工藝制備,熱等靜壓燒結方式能減小陶瓷內部的微量孔隙,使得燒制成型的陶瓷內部致密性高,是現階段比較理想的燒結方式,但由于設備技術受國外限制且設備成本高昂,導致其加工成本較高。

GPS與HIP燒結得到氮化硅陶瓷性能對比
(圖片來源:陳波等,《氮化硅陶瓷在四大領域的研究及應用進展》)
第四階段為后處理研磨加工。燒結過后的陶瓷球球形、表面粗糙度等技術指標,不能達到軸承滾動體的標準,而且因為陶瓷球為球體,所以普通的磨削加工方式并不適合于陶瓷球。研磨加工分為粗磨、精磨、粗研、精研和拋光。
結語及展望
氮化硅球軸承是國內外研究最熱門、性能最為優異的高端陶瓷軸承之一,具有質量輕、極限轉速高、摩擦力矩小、運轉精度好、使用壽命長等一系列優點。
目前氮化硅陶瓷球國內研究的較多,雖然進步可喜,但是國產氮化硅陶瓷球在性能與精度上與進口氮化硅陶瓷球相比還存在一定的差距,這嚴重制約了我國氮化硅球軸承的發展。
2015年,中材高新氮化物陶瓷有限公司突破了熱等靜壓氮化硅陶瓷球批量化制造技術,成為繼美國CoorsTek、日本東芝之后第三家,也是國內首家形成批量化生產熱等靜壓氮化硅陶瓷材料的企業,產品已出口海外。相信隨著國家制造業整體水平的不斷提高,高性能、超精密氮化硅球軸承的大批量生產制造,在不久的將來一定會實現。
參考資料:
1、吳承偉等,《超精密高性能氮化硅軸承研究現狀與應用》
2、魏萬鑫等,《氮化硅陶瓷球與軸承鋼的微動摩擦磨損特性與損傷行為研究》
3、扈忠波,《氮化硅陶瓷球壓潰與熱震失效行為研究》
4、陳波等,《氮化硅陶瓷在四大領域的研究及應用進展》
5、饒水林,《航空發動機用氮化硅陶瓷軸承技術研究現狀》
6、沙勇,《HF對Si3N4陶瓷球研磨去除機制影響研究》
7、張珂等,《氮化硅全陶瓷球軸承溝道超精加工仿真與試驗研究》
8、陳文征,《基于油石損耗特性的氮化硅陶瓷軸承超精工藝優化》
(中國粉體網編輯整理/長安)
注:圖片非商業用途,存在侵權告知刪除