中國粉體網訊 固體無模成型技術突破了傳統成型思想的限制,是一項基于“生長型”的成型方法。這項以計算機為依托的成型技術,綜合運用了機械、電子、材料等學科的知識,被稱為自數控技術以來,制造技術最大的突破。其成型過程是先由CAD軟件設計出所需零件的計算機三維實體模型,即電子模型;然后按工藝要求將其按一定厚度分解成一系列“二維”截面,即把原來的三維電子模型變成二維平面信息;再將分層后的數據進行一定的處理,加入加工參數,生成數控代碼,在計算機控制下,外圍加工設備以平面方式有順序地連續加工出每個薄層并疊加形成三維部件。這樣就把復雜的三維成型問題變成了一系列簡單的平面成型。
實踐表明,該技術在縮短產品開發周期,降低開發成本的效果是極其明顯的。綜合來看,這種技術具有以下顯著的優點:高度柔性、技術的高度集成、快速性、自由成型制造、材料的廣泛性。下面著重介紹8種典型的陶瓷快速無模成型工藝。
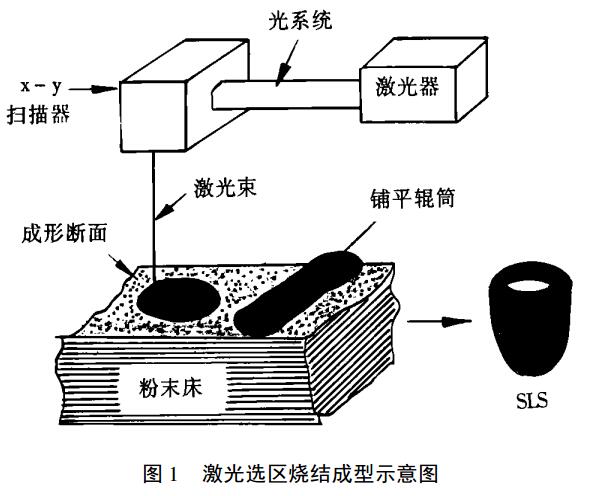
1、激光選區燒結成型(SLS)
在SLS中,首先將粉料輔在工作平臺上,然后利用計算機控制的激光束掃描特定區域的粉末,使該區域的粉末受熱熔融從而逐層粘結固化。當這一層掃描完畢后,添加新一層的粉料,繼續重復上述工作,最終形成三維部件。一般經SLS加工的陶瓷坯體致密化程度較低,需要后續的燒結處理。
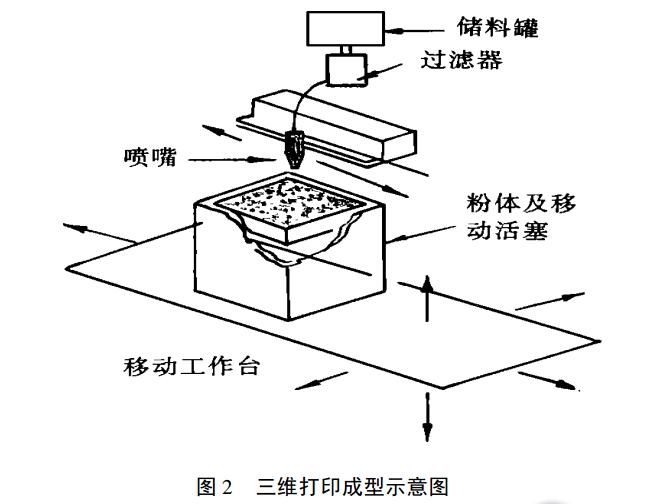
2、三維打印成型(3DP)
3DP的成型過程與SLS相似,只是將SLS中的激光變成噴墨打印機噴射結合劑。該技術制造致密的陶瓷部件具有較大的難度,但在制造多孔的陶瓷部件(如金屬陶瓷復合材料的多孔坯體或陶瓷模具等)方面具有較大的優越性。
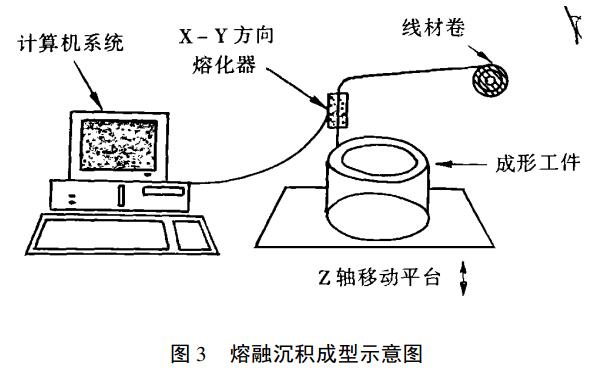
3、熔融沉積成型(FDC)
FDC生產效率較高,但表面精度較低。在FDC中通常將陶瓷粉與特制的粘結劑混合,擠制成細絲。通過計算機控制將細絲送入熔化器,在稍高于其熔點的溫度下熔化,再從噴嘴擠至成型平面上。通過控制噴嘴在x-y方向和工作平臺在z方向的移動可以實現三維部件的成型。該工藝對絲的要求較為嚴格,需要合適的粘度、柔韌性、彈性模量、強度和結合性能等。
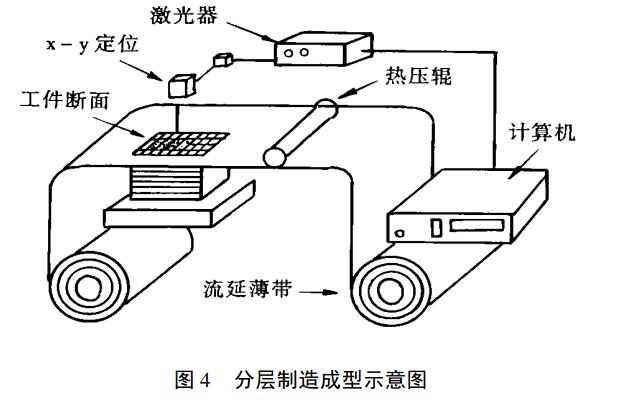
4、分層制造成型(LOM)
LOM工藝利用激光在x-y方向的移動切割每一層薄片材料。每完成一層的切割,控制工作平臺在z方向的移動以疊加新一層的薄片材料。激光的移動由計算機控制。層與層之間的結合可以通過粘結劑或熱壓焊合。由于該方法只需要切割出輪廊線,因此成型速度較快,且非常適合制造層狀復合材料。用于疊加的陶瓷材料一般為流延薄材。
5、立體光刻成型(SL)
首先將陶瓷粉與可光固化的樹脂混合制成陶瓷料漿。鋪展在工作平臺上,通過計算機控制紫外線選擇性照射溶液表面。含有陶瓷的溶液通過光聚合形成高分子聚合體結合的陶瓷坯體。通過控制平臺在z方向的移動,可以使新的一層溶液流向已固化部分表面。如此反復循環,最終就可以形成所需的陶瓷坯體。

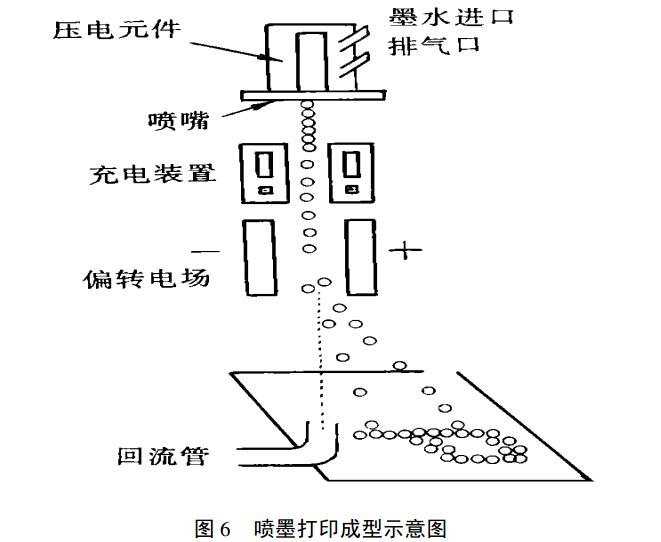
6、噴墨打印成型(I-JP)
該技術是將待成型的陶瓷粉與各種有機物配制成陶瓷墨水,通過打印機將陶瓷墨水打印到成型平面上成型。目前噴墨打印成型技術可以采用連續式噴墨打印機和間歇式噴墨打印機。連續式噴墨打印技術具有較高的成型效率,而間歇式打印技術具有較高的墨水利用率,而且可以方便的實現對陶瓷部件成分的逐點控制。
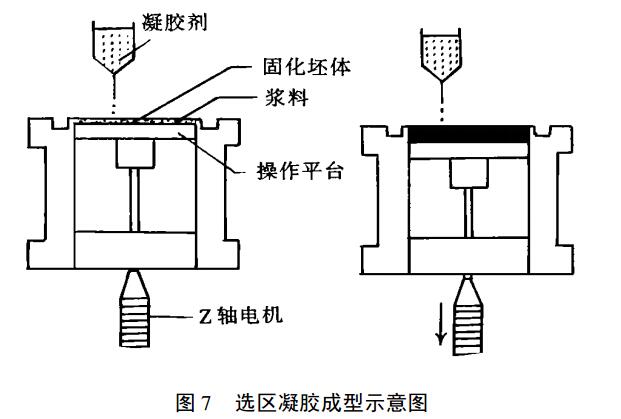
7、選區凝膠成型(SG)
該方法是利用海藻酸鈉一價鹽可以溶于水,而高價鹽可以形成凝膠的原理來制備陶瓷坯體。首先將海藻酸鈉和陶瓷粉制成低粘度水性漿料(固相含量約為50vol%),然后利用刮刀將漿料鋪展在工作平臺上。利用噴墨打印技術滴入高價陽離子的鹽溶液(如CaCl2)引發漿料的局部凝膠,通過計算機控制作用范圍,就可以形成需要的形狀。通過控制工作平臺在z方向的位置,可以使新的一層漿料鋪展在平臺上。如此反復最終就可以形成所需的陶瓷坯體。
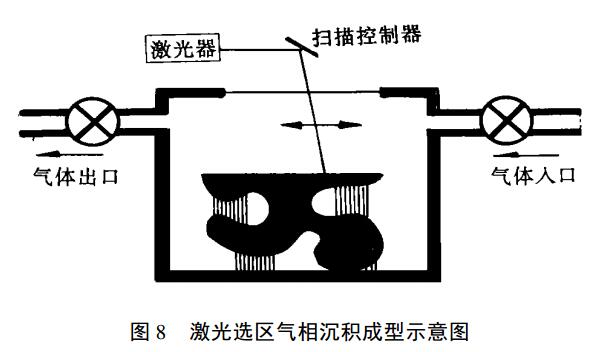
8、激光選區氣相沉積成型(SALD)
利用計算機控制的激光束為氣體提供反應區域。反應氣體(如含碳氣體CH4、C2H2等)在基片上沉積得到部件。該技術具有將簡單陶瓷部件成型為復雜陶瓷部件的能力。
小結:
快速無模成型是未來材料制造的發展趨勢,雖然目前面臨很多困難,特別是產業化難度很大,但隨著科學技術的不斷發展,尤其是信息技術的發展會進一步促進制造工業的集成化,這些困難有望得到解決。